苏州人人鼎模架有限公司关于镇江塑料模架厂的介绍,塑料模具钢性能要求随着制造业快速发展,塑料模具是塑料成型加工中不可缺少的工具,在总的模具产量中所占的比例逐年增加,随着高性能塑料的发展和不断生产,塑料制品的种类日益增多,用途不断扩大,制品向精密化、大型化、复杂化发展。成型生产向高速化发展,模具的工作条件也越趋复杂。塑胶模具的定做服务塑胶模具定做的服务一般会提供技术支持,技术支持的内容包括模具的设计、模具的制造、模具的热处理、模具的抛光等;塑胶模具定做的服务还会提供售后服务,售后服务的内容包括模具的修理、模具的更换、模具的清洗等;塑胶模具定做的服务还可以提供检测服务,检测服务的内容包括模具的尺寸检测、模具的位置检测、模具的热处理状态检测等,以保证模具的质量和性能。
渗碳型塑料模具钢渗碳型塑料模具钢主要用于冷挤压成型型腔复杂的塑料模具,这类钢的含碳量较低,常加元素Cr,同时加入适量Ni、Mo和v,作用是提高淬透性和渗碳能力,为了便于冷挤压成形,这类钢在退火状态须有高的塑性和低的变形抗力,退火硬度≤HBS。在冷挤压成形后进行渗碳和淬火回火处理,表面硬度可达HRC。此类钢国外有专用钢种,如瑞典的美国的P2和P4等。国内常采用12CrNi3A和12Cr2Ni4A钢、20Cr2Ni4A,耐磨性好,无塌陷及表面剥落现象,模具寿命提高。钢中元素cr,Ni、Mo、V增加渗碳层的硬度和耐磨性及心部的强韧性。

热处理性能在模具失效事故中,因热处理造成的事故一般是52.3%,以致热处理在整个模具制造过程中占有重要的地位,热处理工艺的好坏对模具质量有较大的影响。一般要求热处理变形小,淬火温度范围宽,过热敏感性小,特别是要有较大的淬硬性和淬透性等等。耐腐蚀性在成形过程中可能放出腐蚀气受热分解出具有腐蚀性的气体,如HCHF等腐蚀模具,有时在空气流道口处使模具锈蚀而损坏,故要求模具钢有良好的耐蚀性。塑性变形失效塑料模型腔表面受压、受热可引起塑性变形失效,尤其是当小模具在大吨位设备上工作时,更容易产生超负荷塑性变形。塑料模具所采用的材料强度与韧性不足,变形抗力低;塑性变形失效另一原因,主要是模具型腔表面的硬化层过薄,变形抗力不足或工作温度高于回火温度而发生相变软化,而使模具早期失效。断裂断裂的主要原因是由于结构、温差而产生的结构应力、热应力或因回火不足,在使用温度下,使残余奥氏体转变成马氏体,引起局部体积膨胀,在模具内部产生的组织应力所致。

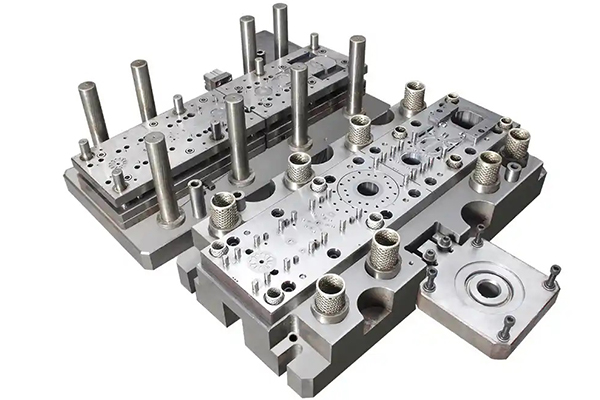
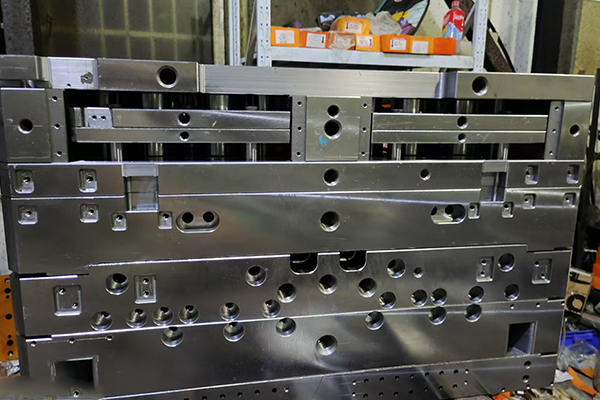
镇江塑料模架厂,模板是注塑模具核心的部件之一,其作用是在模具运行时保证产品的精度和表面质量。常用的模板材料有PS50C、NAK80等,根据注塑产品要求,选择不同的材料进行制造。压板和滑块压板和滑块是模具中的重要部件,通常应采用高强度、高耐磨材料来确保其使用寿命。常用的材料有SKDSKDSKH9等。顶针顶针作为注塑模具中的一种小型零件,其材料和精度对产品的注塑性能和外观质量有很大的影响。常用的材料有SKDSKHS等。定位环定位环主要用于固定模板的位置,防止在注塑过程中出现偏差。通常采用SKDS45C等材料来制造。注塑模具各部件的材料选择应根据产品要求和生产环境进行合理筛选。只有选用合适的材料进行制造,才能保证注塑模具在使用中稳定、、长寿。
在选择塑料模具材料时,我们需要根据产品的需求、生产工艺以及成本预算等多方面因素进行综合考虑。只有选对了材料,才能确保模具的质量和性能,为生产高品质塑料制品提供有力保障。防止塑胶模具咬合有以下几种方式塑胶模具的刚度要大.注意模具各部分的螺丝要紧固牢固。要对滑动部进行淬火,使滑动部具有足够的硬度。滑动部采用不同的钢和铜材料制作,可防止咬合。在滑动部分使用二硫化钼、铜粉等润滑剂。以上的几种方式都可以早期防止或减少塑胶模具行位和其它活动件的咬合,后期再根据实际情况分析。
塑胶模具腔型排列方式(1)塑料模具设计塑料模具结构紧凑,节约钢材。(2)先近后远。(3)角度相近角度相差悬殊的塑料制品不宜排在一起。(4)见缝插针口模多腔时,相同的塑料制品采用对称进浇注式;对于不同塑料制品,在同等模具中成型时,优先将塑料制品放在靠近主流道的位置。(8)同等塑料制品,先近后远塑料制品头应靠近模具中间(9)工艺性好排位时考虑模具注射的工艺性要好,并保证模具型腔的压口和温度平衡。时效硬化型塑料模具钢开发了低钴、无钴、低镍的马氏体时效钢,MASI是一种典型的马氏时效钢。经C固溶处理后,硬度为28—32HRC,叮进行机械加工,再经C时效,时效时折出Ni3Mo、Ni3Ti等金属间化合物,使硬度达到48—52HRC。钢的强韧性高、时效时尺寸变化小、焊补性能好,但钢的价格昂贵、在国内不太受欢迎。